The last 40 years have seen a multitude of process improvement methodologies popularized, their roots are often much older but true awareness and broad adoption are the subject of more recent fads. Lean and Six Sigma being only 2 of a much longer list.
Organizations claim to have successfully “Cracked the code” to delivering continuous improvement and have developed and deployed resources from line operators through engineers to dedicated specialists and leaders. If this claim is entirely true then the BIG opportunities in these organizations would all have been harvested and the scope for improvement would be ever-decreasing until the cost of pursuit is no longer justified by the opportunities left. Indeed the final big opportunity would be the disbandment of the dedicated CI resource. We know this scenario is untrue so what’s the issue?
What is the “Classic” Hidden Factory
The hidden factory as a concept refers to unseen or unknown waste or inefficiency which if identified would present a potential opportunity to improve the operational performance of an organization. The phrase was first coined in the 1970’s and primarily focused on quality or “poor quality” and related to unseen or unconsidered reworking of components that had been adopted as custom and practice within the manufacturing routine. Everyone was blind to it, no one questioned it hence it was hidden.
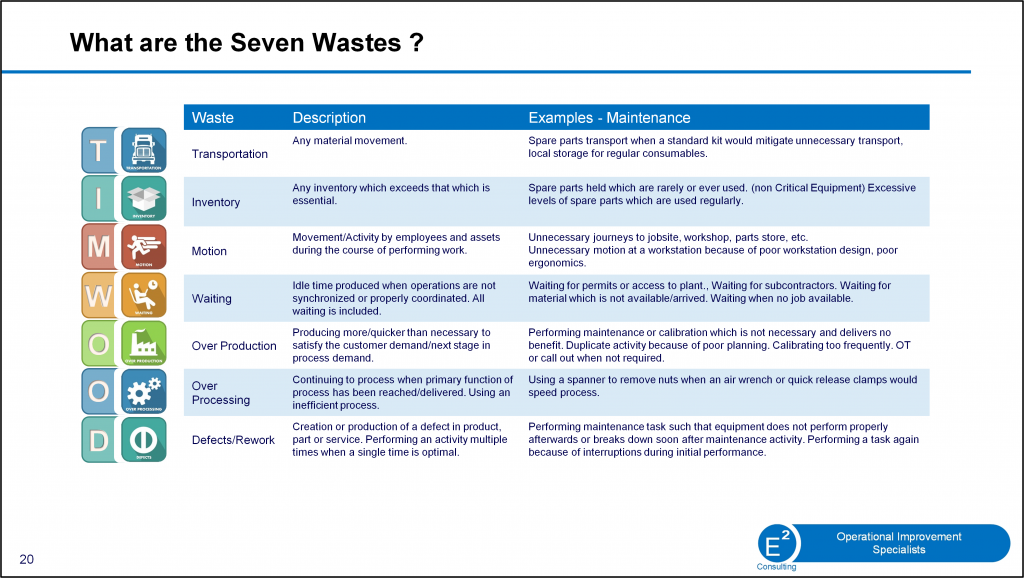
Today the concept has a broader more encompassing view and typically is recognized by the 7 waste Categories.
What is “Valuable” Waste ?
Too often the activity of identifying waste becomes the preoccupation of pseudo CI professionals, this to some extent would work if they had performed the vital first step which is structurally ignored in reality most of the time. To truly identify waste it is essential that first VALUE is defined. This value must align with the strategic and financial goals of the organization. It must be describable in real and tangible terms.
To give an example, if a manufacturing site has excessive lost time due to breakdown (availability loss) which equates to a loss of production capacity this would normally be considered waste. However, if there is no demand (or foreseeable forecast for that extra capacity and the demand is less than the plant can currently supply then although this availability loss may be potential for the future if circumstance changes it really is not “Valuable “waste worth pursuing. However, if improvement to costs are targeted and goals have been set then potentially the unplanned cost of repair and maintenance may fall into the category of “Valuable Waste”.
“It is essential that Valuable Waste is identified”
The Danger of SILO’s
Value should be defined at an organizational level, when it is defined at only a functional or department level the risk of sub-optimization becomes real. The potential to drive real improvement in one part of a process whilst ignoring the additional cost or performance issue created for another part of the same organization happens all too regularly. This is often driven by well-meaning goal flow down which ultimately lacks the necessary safeguards in goal statements or project charters. Of course, often the consequence is understood but ignored “Not my job, not my department”.
In high-performing organizations those behaviors don’t exist, there is structure to identify the valuable opportunities and ensure the Net effect across the organization is positive with everyone entering into a change with eyes open. Typically the program of improvement activities is coordinated at a central point to ensure overall goals are realized and labor best applied. Local “hobby” projects are not accepted. Prioritization and selection of the right projects and activities is skill and capability which is always present in high-performing CI organizations.
False Maximums
Data based decision-making is a phrase in absolutely normal use in the business environment today. The practice of identifying opportunity requires that first, we know there is a demand for the thing we would like to improve and secondly that potential to improve actually exists.
This second part is an interesting arena. To understand the true potential we need to establish what the best performance that could ever happen is. Where is the maximum, where is the peak of performance? To do this we need to factually show the current performance in its worst light possible, every ugly blemish must be visible regardless of the reason for being or ability to impact such that the fullest potential is on show, and nothing should be excluded. For a leader who is unaccustomed to this approach, it feels incredibly uncomfortable, they feel very exposed to recrimination from above. Often they find truths about their organization they didn’t know and experience a terrible sense of embarrassment. For a leader who is never satisfied and wants to see real continuous improvement, there are none of those emotions or fears, there is only satisfaction and optimism in recognizing the scale of opportunity available. They use the potential to engage their organization in a positive and non-judgmental way. They sell it upwards as a great discovery with massive potential.
The Potential in History
Every organization has history, every organization has truths that are buried in the past and are expressed as absolutes. These absolutes are beyond reproach and only a fool would question them! They are defended with vigor even when those defending lack any data or first-hand knowledge to justify their actions.
First-hand experience of operating and improving in this type of environment tells us a number of things. Sometimes these truths are true, but regularly they are not, they were stated for good reasons but ultimately are incorrect. The challenge in untangling this web lives in a mixture of analytical capability and emotions. Humans tend to defend statements and beliefs they have verbalized (written or spoken), especially when the work to reach a conclusion was their own or their team’s but even when they are simply repeating what they have heard from someone they trust or admire. The route to unlocking this opportunity is with facts, data, and modern analytical capability. The human factor is in helping those who are emotionally attached to an old truth to feel it’s OK to change their perspective or conclusion. No recrimination, no embarrassment only gratitude for work done and learning which takes us to a different place. The liberation of freeing oneself from the past is often palpable and liberating, suddenly all absolutes are open for discussion and re-exploration. Brand new opportunities to reap.
Measurement Importance
Data driven business professionals put ultimate faith in the data they use to draw conclusion state absolutes and guide a path. The data is often expressed to many decimal places so somehow must be good and accurate !!
The real world is sometimes unkind to us and a little skepticism can be healthy. All data comes from somewhere and every source whether machine-created or human in origin has the potential for error. The question we need to keep in the forefront of our thoughts is how big an error would I need to experience to change a conclusion I reach? And is that scale of error a reasonable possibility?
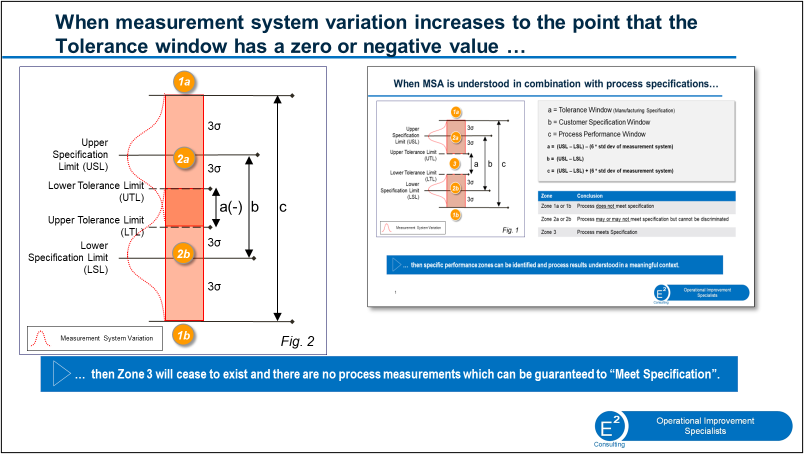
Some of the more extreme findings E-Squared have seen are driven by measurement errors, sometimes from equipment sometimes from humans. We have seen everything from final product inspections/testing which was so inaccurate that it could never be trusted to validate the product actually met the customer specification to errors in-process quality checks (which were measurements) in a wafer fabrication plant leading to unnecessary double digit levels of scrap and rework.
Conclusion
The opportunity resident in the hidden factory is nearly always significantly larger than most organizations state or understand, The ability to identify it and drive change that the organization will value and be able to genuinely recognize on a routine basis has many pitfalls and opportunities for wrong turns. This article highlights some of those but more await.
The real positive however is that the route to deliver continuous improvement is entirely navigable and the more practice and expertise that is brought to bear, the quicker, the more reliable and higher yielding each voyage becomes.